







HAl77-2铝黄铜
一、HAl77-2的概述
HAl77-2是一种含微量砷(质量分数为0.03%~0.06%)的Cu-Zn-Al系三元合金,通常称为含砷铝黄铜。该合金为单相α固溶体。Al的加入提高了合金的硬度,具有良好的强化效果。同时,由于铝的离子化倾向大于锌,铝优先与腐蚀性介质中的氧结合,形成坚硬致密的氧化膜,显著提高了合金的耐腐蚀性。As的加入可以改善合金的加工性能,防止锌的脱落,进一步提高了耐蚀性。该合金具有良好的力学性能、优秀的冷加工性能和耐腐蚀性能,主要用于冷凝器导管及QT耐腐蚀零件。
材料的技术标准 符合GB/T 8890—1998《热交换器用铜合金无缝管》和GB/T 13808—1992《铜和铜合金挤制棒》的标准。
二、HAl77-2的化学成分与性能特点
1. 化学成分
HAl77-2的化学成分主要包括:铜(Cu)76.0-79.0%,锌(Zn)余量,铝(Al)1.8-2.5%,铁(Fe)0.06%,铅(Pb)0.07%,砷(As)0.02-0.06%。
2. 性能特点
(1)高强度:HAl77-2具有较高的抗拉强度,可达到650MPa以上,能够满足各种工程应用的高强度需求。
(2)高硬度:HAl77-2的硬度较高,一般在HB200以上,耐磨性能优越,可有效提高设备的运行寿命。
(3)耐腐蚀性:HAl77-2具有良好的耐腐蚀性能,在大气、海水、酸、碱等环境条件下,都能够保持稳定的性能。
(4)良好的导热性能:HAl77-2的导热性能优良,能够快速传递热量,提高设备的换热效率。
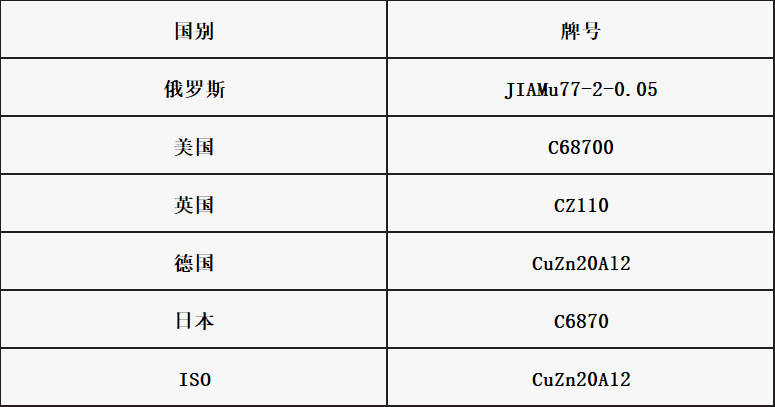
1.2 相近牌号
三、HAl77-2的制备工艺
HAl77-2的制备工艺主要包括熔炼、铸造、轧制、拉拔等步骤。在熔炼过程中,需要严格控制熔炼温度、铸造速度等参数,确保合金的成分和性能。在后续的轧制和拉拔过程中,需要根据实际需求进行相应的加工处理,如调整轧制工艺、拉拔速度等,以满足不同应用场景的需求。
熔炼与铸造工艺 合金通常采用工频有芯感应电炉熔炼。在熔炼过程中,使用木炭保护和冰晶石熔剂,以减少锌的烧损和清除氧化铝浮渣。在冰晶石开始熔化时,加入锌并搅拌捞渣,然后加入铝,升温喷火后加入砷。在烟灰或熔盐(84%NaCl、8%KCl、8%Na₃AlF₆)的覆盖下进行半连续铸造,铸造温度为1100~1150℃。
四、HAl77-2的性能优化措施
1. 针对HAl77-2的耐腐蚀性,可通过添加适量的稀土元素、控制合金成分等措施,进一步优化其耐腐蚀性能。
2. 针对HAl77-2的强度和硬度,可通过调整热处理工艺、冷加工方式等措施,提高合金的强度和硬度。
3. 针对HAl77-2的导热性能,可通过改进轧制工艺、提高结晶温度等措施,提高合金的导热性能。
五、HAl77- 2 材料的焊接性
HAl77- 2 铝黄铜合金材料的焊接性比较差,主要表现在以下 2 方面:①焊缝成形能力差。焊接时容易出现溶难、对接焊缝焊不透和表面成形差等外观缺陷。这主要是由于铜的导热性强,焊接时热量迅速从加热区传导出去,焊接区域较难达到熔点温度,母材与填充金属难溶。为此焊接时采用能力集中的强热源,必要时应进行预热;②容易产生气孔。在高温下产生较多的氢和不溶于铜的 CO2 或水蒸气,来不及溢出或生成反应性气孔。因此焊接时应延长熔池存在时间和采用含铝、钛等强脱氧剂的焊丝,防止气孔的产生。
焊接材料的选择。焊接 HAl77- 2 铝黄铜应满足一般工艺要求,也就是焊接材料的化学成分与力学性能与母材相当之外,主要是控制杂质含量和提供填充金属的脱氧能力,避免产生热裂纹和气孔等缺陷。增强对焊缝的脱氧能力,在焊丝中加入脱氧剂硅、锰等合金元素,脱氧剂硅还可以抑制锌的烧损。通过对 HAl77- 2 铝黄铜合金的材料特点和焊接性能的分析和研究,避免可能出现的焊接接头缺陷,采用青铜加脱氧剂的铝青铜焊丝 CuAl8,其主要的化学成分是铜和铝,并添加了避免产生热裂纹和气孔等缺陷和改善焊缝金属组织、提高强度、塑性、耐腐蚀性及改善焊丝工艺性能有益金属元素硅、铁、锌、锡等。
1. 热交换器:HAl77-2无缝管作为热交换器的传热元件,具有优良的导热性能、耐腐蚀性和高强度,可有效提高热交换器的性能和使用寿命。
2. 船舶:HAl77-2广泛应用于船舶的螺旋桨、舵、海水管道等关键部件,能够抵御海水腐蚀,保证船舶安全运行。
3. 汽车:HAl77-2在汽车领域的应用包括散热器、刹车盘、发动机零件等,可提高汽车运行的稳定性和安全性。
4. 航空航天:HAl77-2在航空航天领域具有广泛的应用,如涡轮叶片、导流片、机翼等部件,能够承受高温、高压等极端环境,保证飞行器的性能和可靠性。



















